
优尔鸿信电子
产品检测第三方机构,始于1996
产品检测第三方机构,始于1996





4008452188
手机:16675391445
手机:16675391445
蓝牙耳机电容失效分析案例
1.背景
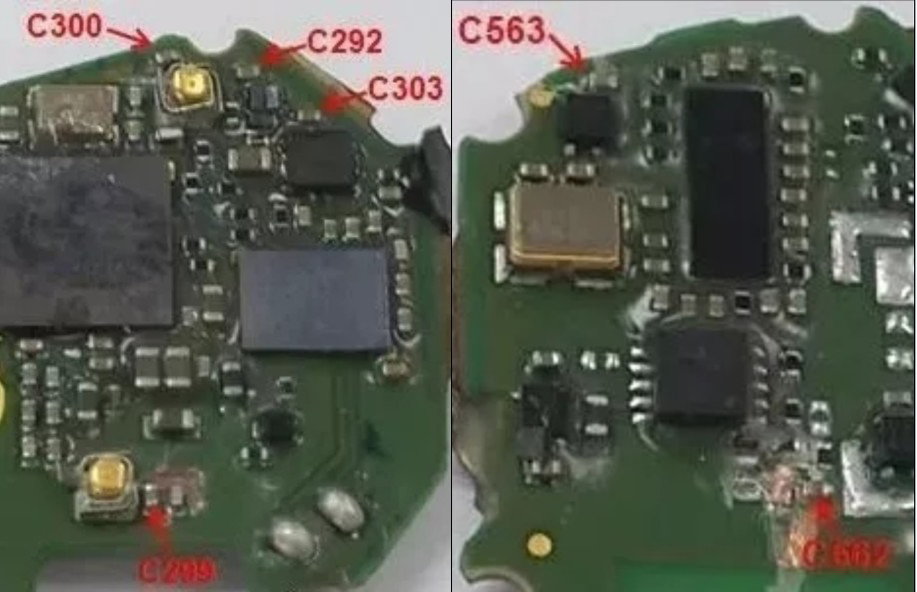
客户反映,其所生产的蓝牙耳机A、B两种样品上电容器存在短路失效问题,部份电容器出现绝缘电阻下降现象,要求分析原因。样品外观如下午图所示,图中箭头所指位置的电容器失效,且失效电容位置均处于PCBA板最边上。
2.原因分析
原因概述 | 推论 | 分析方法 |
电容器两焊点之间短路 | 两焊点之间残留过量的助焊剂 | 3D显微镜观察 SEM测试 清洗实验+电阻量测
|
两焊点之间存在较多锡珠
| ||
电容器开裂造成短路 | 观察电容表面是否存在撞击现象,是否存在裂纹; | 3D显微镜观察 金相显微镜观察 切片测试 SEM+EDS测试
|
切片观察电容内部的开裂状况;
| ||
焊点结构分析,推断电容焊接时是否存在热量超标问题。
|
3.失效观察
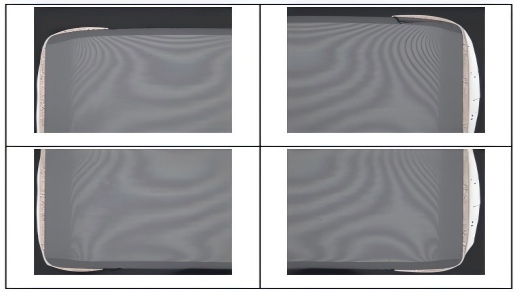
3D显微镜观察
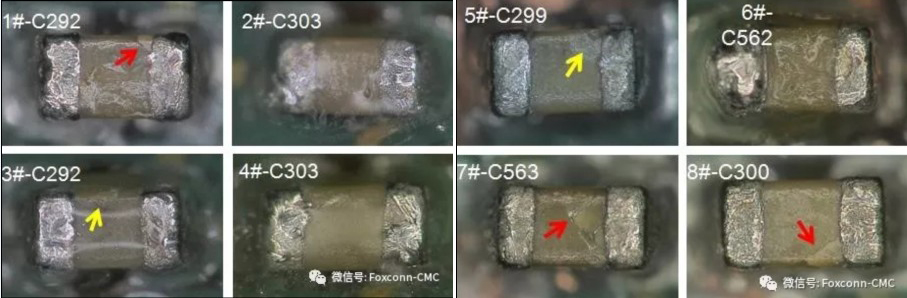
对客户所送8pcs失效样品进行3D显微镜观察,结果如上图所示。样品表面均覆盖了“三防胶”。
其中1#、7 #、8 #样品外观存在明显裂纹,3 #、5 #样品隐约可见裂纹,见图中箭头所示位置。
3D显微镜观察---焊接端表面形貌
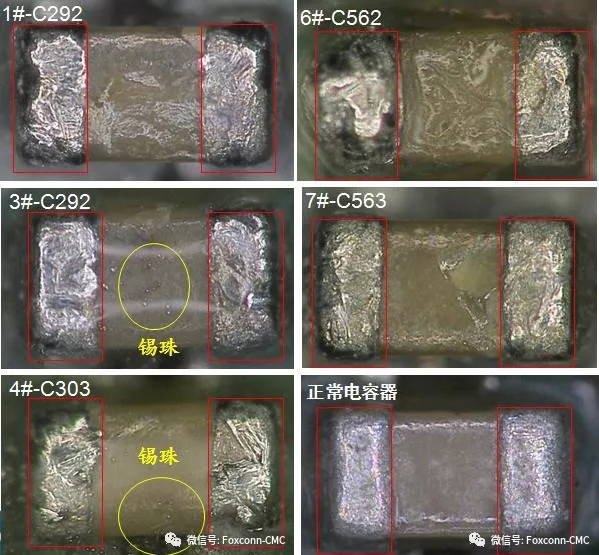
在样品上选取正常电容器,并与失效电容器樣品对比外观形貌。发现1#、3#、4#、6#、7#号失效样品焊接端表面粗糙、凹凸不平,且3#、4#样品电容上表面存在锡珠残留。建议对电容的来料状况、碰撞情况以及爬锡能力进行调查分析。
3D显微镜观察---锡珠残留
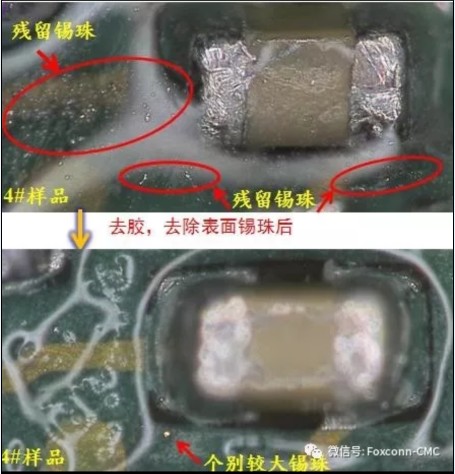
发现3#、4#样品电容器附近存在较多锡珠及助焊剂残留,且4#样品残留较多。锡珠残留过多将会增加PCBA板短路风险。通过清洗去除4#样品表面的三防胶,去除锡珠及助焊剂。然后万用表测试电容阻值为16.20Ω,短路现象依然存在,故推断锡珠及助焊剂残留不是造成电容器短路的主要原因。
4.切片分析
4#样品切片分析
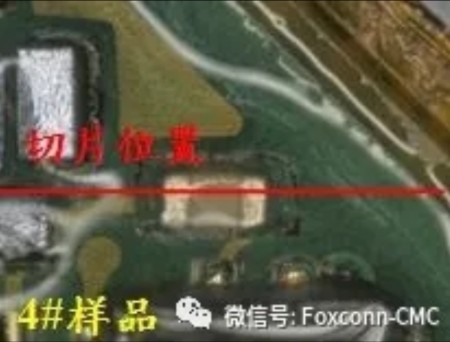

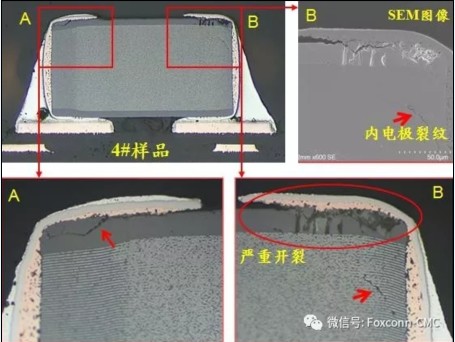
对外观无明显裂纹的4#样品切片观察,如上图所示。4#样品上部两端A和B区域有破裂现象,裂纹自电容器表层向内部延伸。其中B区域存在开裂严重,并有内电极开裂状况。推测电容B端可能存在碰撞情况。
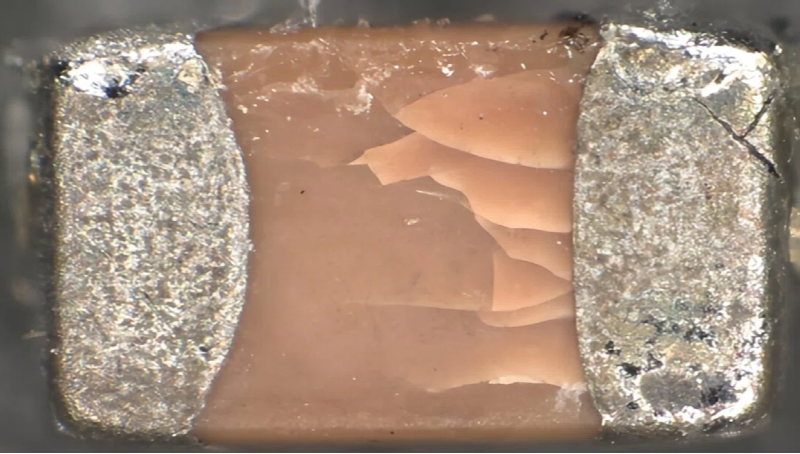
8#样品切片分析
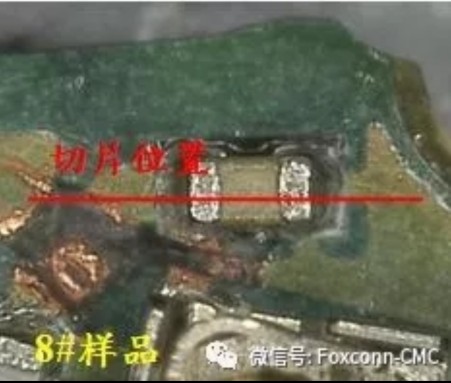
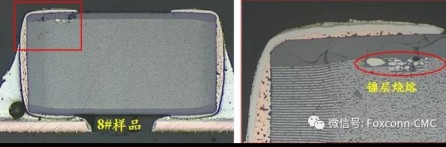
对外观有明显裂纹的8#样品切片观察,如上图所示。经EDS分析得出电容器介质材料为钛酸钡类陶瓷材料,内电极金属材料为镍。
从图中可见,电容上部区域出现裂纹,内电极镍层出现短路烧熔现象。
5.SEM分析
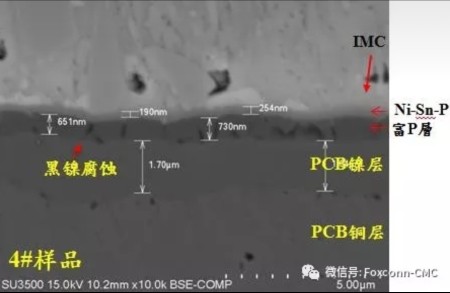
4#样品切片+SEM分析
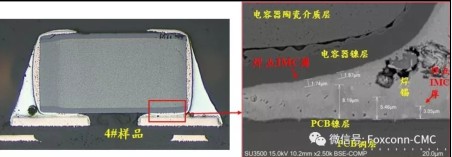
对4#样品进行切片+SEM观察,发现PCB一侧焊点IMC层生长过厚,平均厚度超过5 μm ,最厚有8.19 μm。通常焊点IMC厚度建议1~5 μm ,过厚的IMC会导致焊点强度降低。电容器一侧IMC层平均厚度1.6 μm,属于正常范围。
PCB和电容同时焊接,接受同样的热量,但两侧焊点的IMC厚度存在明显差异,推测为电容器焊锡性能较差导致。焊点IMC过厚,说明焊接时热量过高。过高的热量会提升电容器热应力开裂的风险。
6.SEM+EDS分析
4#样品PCB一侧焊点SEM+EDS分析
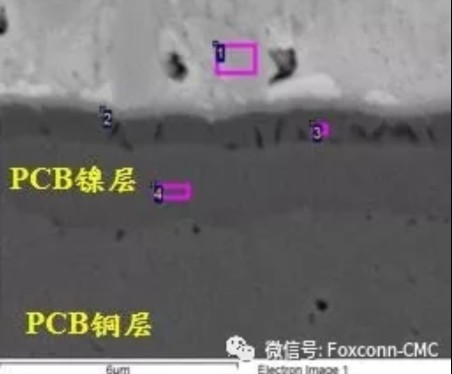
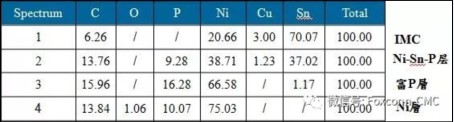
对PCB一侧焊点进行IMC结构分析:
1. 焊点富P层偏厚,并出现连续Ni-Sn-P层。 一般在焊接热量过多或者Ni层含P超标情况下,会出现连续Ni-Sn-P层,由于样品Ni层含P量属于正常范围,故推测回流焊温度偏高或者时间偏长;
2. 连续的Ni-Sn-P层会降低焊点强度,应调整工艺参数,避免产生。
7.结论
结论分析:
1.客户送来8 pcs失效样品,失效位置均处于PCBA最边上。主板边缘位置可能会存在较高的机械应力风险。实验发现裂纹多存在于电容两端上部区域,其中4#样品有较为严重开裂,怀疑受过外力碰撞。
2. 电容焊点IMC厚度存在异常,怀疑电容的爬锡能力较差。同时在PCB一侧焊点的IMC层生长过厚,平均厚度超过5μm,并有连续的Ni-Sn-P生成;推测样品回流焊时受到热量过多。过多的热量会提升电容器热应力开裂的风险。同时较厚的IMC以及连续的Ni-Sn-P层会降低焊点强度,应调整工艺予以避免。
3. 3#、4#样品存在明显锡珠及助焊剂残留。去除4#样品三防胶,清洗掉锡珠后发现样品依然存在短路现象,推断锡珠及助焊剂残留不是导致电容器短路的主要原因。但应调整工艺,避免产生较多锡珠残留。
改善建议:
逐步排除电容在包装运输、元件贴装以及分板切割时可能遭受的机械应力冲击问题。如有必要可进行应力应变测试。
确认产线回流焊是否存在温度偏高或者时间偏长问题,降低热应力冲击的风险。应调整SMT工艺,改善焊点IMC结构,并同时解决锡珠残留问题,保证产品可靠性。
建议测试原物料电容器沾锡性能,观察是否存在镀层老化问题。







汽车材料零部件测试

 粤公网安备44030002006523号
粤公网安备44030002006523号